
Once thoroughly mixed, ZINGA® can be applied by using a normal paintbrush, a short-fibre roller (not for the first coat) or a conventional or airless spray-gun. When applying ZINGA®, it must only be thinned with Zingasolv, which is available from your nearest distributor. Please read the appropriate Data Sheet.
ZINGA® can be applied in a wide variety of weather conditions. The application surface temperature range is from -15°C to +40°C, with a maximum humidity of 95% so long as the steel temperature is 3°C above dew point. Like all coatings the substrate surface should be free from all types of contamination.
The broad range of allowable application conditions that ZINGA® affords means that very few days are lost during projects due to poor weather i.e. the maintenance window is extended. This, combined with ZINGA®‘s unlimited shelf life, ensures minimal wastage of either time or materials during a project.
SURFACE PREPARATIONS
Surface preparation is key to a good performance of any coating. Any form of contamination on the surface will create areas where the ZINGA® is not in direct contact with the steel, disrupting its electrochemical connection, the electron flow and hence the cathodic protection. Therefore, the surface should be cleaned to be free from:
• Dirt
• Oils and greases
• Salts
• Mill scale
There are three ways to remove the contaminations from the surface:
• Solvent cleaning
• Detergent cleaning
• Steam cleaning
Solvent cleaning is only recommended for small, non-critical applications, Zingasolv can be used. Detergent cleaning is preferred over solvent cleaning; but steam cleaning at 80°C is most preferred to create a clean surface for ZINGA® application.
The second most important step in surface preparation is the creation of a surface profile. This ensures adhesion of the coating to the substrate. ZINGA® will only adhere adequately on a rough surface! A surface profile consists of profile depth and profile roughness.
For good ZINGA® adhesion, Zingametall advises a profile depth between Rz 50µ and 70µ and a profile roughness Ra 12.5.
To create this roughness, the substrate should be grit blasted or slurry blasted to SA 2.5 (cleanliness) - or treated with a steel brush for small, non-critical applications. If the surface already has adequate roughness (due to weathering or previous blasting), the surface can also be cleaned to SA 2.5 by using UHP washing. Always keep in mind: the performance of ZINGA® depends highly on the quality of the surface preparation!

APPLICATION METHODS
Once thoroughly mixed, ZINGA® can be applied by using a normal paintbrush, a short-fiber roller (not for the first coat) or a conventional or airless spray gun.
ZINGA® must be thoroughly mechanically stirred to achieve a homogeneous liquid before application. After a maximum of 20 minutes, re-mixing is necessary.
ZINGA® APPLICATION BY BRUSH OR ROLLER
ZINGA® can be applied using a normal paintbrush (natural hairs) or a short-fiber roller for smaller applications or to perform a stripe-coat.
In order to fill the profile of the substrate better, it is advised to dilute ZINGA® 3-5% (mass on mass - see below dilution table). This will give a smoother finish.
It is always recommended to treat corners, sharp edges, bolts and nuts with a stripe coat (by brush) before applying a uniform coat by spray.
For more technical data, please see “ZINGA® Technical Data Sheet”.
ZINGA® APPLICATION BY CONVENTIONAL SPRAY
ZINGA® can be applied using a conventional spray gun. In order to ensure good circulation of the ZINGA®, it should be diluted 10 to 20% (mass on mass - see below dilution table) depending on pressure at the nozzle and nozzle opening. More dilution for the same nozzle will give a smoother surface finish (less porous).
For more technical data, please see “ZINGA® Technical Data Sheet”.
ZINGA® APPLICATION BY AIRLESS SPRAY
ZINGA® can be applied using an airless spray gun. In order to ensure good circulation of the ZINGA®, it should be diluted 5 to 7% (mass on mass - see below dilution table) depending on pressure at the nozzle and nozzle opening. More dilution for the same nozzle will give a smoother surface finish (less porous).
DILUTION TABLE
| Brush or roller 3-5% |
Conventional spray 10-20% |
Airless spray 5-7% |
|
| 1 KG |
0.03-0.05 kg / 0.034-0.057 L Zingasolv |
0.10-0.20 kg / 0.114-0.228 L Zingasolv |
0.05-0.07 kg / 0.057-0.080 L Zingasolv |
| 2 KG |
0.06-0.10 kg / 0.068-0.114 L Zingasolv |
0.20-0.40 kg / 0.228-0.457 L Zingasolv |
0.10-0.14 kg / 0.114-0.160 L Zingasolv |
| 5 KG |
0.15-0.25 kg / 0.171-0.285 L Zingasolv |
0.50-1.00 kg / 0.571-1.142 L Zingasolv |
0.25-0.35 kg / 0.285-0.400 L Zingasolv |
| 10 KG |
0.30-0.50 kg / 0.342-0.571 L Zingasolv |
1.00-2.00 kg / 1.142-2.283 L Zingasolv |
0.50-0.70 kg / 0.571-0.800 L Zingasolv |
| 25 KG |
0.75-1.25 kg / 0.856-1.427 L Zingasolv |
2.50-5.00 kg / 2.854-5.708 L Zingasolv |
1.25-1.75 kg / 1.427-1.998 L Zingasolv |
ZINGA® ON (OLD) HOT-DIP AND ZINGA® RELOADING
When applying ZINGA on a Zinc surface, ZINGA has to come in contact with pure metallic Zinc to ensure a good electrochemical connection and hence a cathodic protection of the substrate.
If a Zinc rich substrate is subject to the environment, it will form Zinc salts (zinc oxides, zinc carbonates and others) which form a barrier.
This zinc salt barrier has to be removed before applying ZINGA.
For more information, please contact the Zingametall Technical Team.
ZINGA® RECHARGING (ON OLD HOT-DIP)
It is very important to keep the following working order in mind:
1. Eliminating all dirt, grease, oil and salts
2. Total removal of rust
3. Roughening
4. De-dusting
The surface should first be cleaned to remove dirt, oils or greases by steam cleaning at 140 bar at 80 °C (preferably) or solvent cleaning (Zingasolv).
To remove rust and create a rough surface for ZINGA:
Sweep blasting: sweep blasting the surface with angular non-metallic grit will provide an acceptable profile for the ZINGA to bond with. Once the sweep blasting is completed the surface should be de-dusted with non contaminated compressed air according to the standard ISO 8502-3 (class 2).
Sponge blasting: the pliant nature of Sponge Media abrasives allows its particles to flatten on impact, exposing the abrasive. After leaving the surface, the media expands, creating a vacuum – entrapping most of what would normally have become airborne contaminant. Up to 95% of the abrasives is recyclable.
Steel brush / Rotating abrasive disk / Chipping Hammer (less optimal).
Ensure that the surfaces are completely free of surface contamination, including chloride ion levels not exceeding 50 mg/m² (when tested accordance with ISO 8502).
If the structure to be treated shows over 5% of rust, then this means that the cathodic protection of the steel is for over 50% used and local touch-ups will not be sufficient.
The application of ZINGA on (old) hot-dipped or Zinganised surfaces is possible with brush, roller, conventional or airless spray.
It is to be noted that the first layer of ZINGA should never be applied by roller. The roller application doesn’t allow the ZINGA to penetrate sufficiently into the roughness profile of the steel
For the same reason, the first layer of ZINGA should be diluted a little more than indicated on the Technical Data Sheet.
For brush application, it is advised to dilute the first layer of ZINGA 5 to 10% with Zingasolv to allow a brush smooth finish and a good penetration into the roughness.
Heavy brush marks (insufficient dilution and strong handling) which leave some parts of the structure too heavily coated (creation of pinholes and craters) and others not enough (insufficient protection – spot rusting), should be avoided at all costs.
For more information, please contact the Zingametall Technical Team.
ZINGA® RELOADING
The surface should first be cleaned to remove dirt, oils or greases by steam cleaning at 140 bar at 80°C (preferably) or solvent cleaning (Zingasolv).
Old weathered ZINGA® has a layer of Zinc salts which form a passive barrier on ZINGA®. This Zinc salt barrier has to be removed before applying ZINGA®.
To test if all Zinc salts are removed: rub a clean test area with a clean, white, lint free cloth dipped in Zingasolv. If the white cloth shows a dark grey color, the surface is ready to coat. If the cloth remains white or light grey, the surface must be given more preparation by the chosen option.
OVERCOATING ZINGA®
ZINGA® can be overcoated with a topcoat to give a colored finish to the structures. Like all porous Zinc rich coatings, care should be taken to ensure compatibility of the topcoat with ZINGA®.
Under practical conditions, we advise the use of a sealer to avoid any problems with the compatibility of the topcoat. Zingametall offers two compatible sealers which have been tested according to ISO 12944: Zingalufer (PU sealer) and Zingaceram HS (EP sealer).
It is not possible to give an extensive list of products which are or are not compatible with ZINGA®. Every topcoat has its specific characteristics which make compatibility on ZINGA® more or less likely.
We can only give general guidelines to detect whether or not it is likely that a topcoat is suitable for use on ZINGA® or not.
GENERAL GUIDELINES
Listed characteristics below can give a good indication on the compatibility for ZINGA®.
Paint Type : Never apply alkyd paints on ZINGA®. The alkyd will react with the Zinc and make it saponify.
Water based products can cause formation of Zinc salts underneath the topcoat, resulting in bad adhesion. Water based coatings should not be used on top of ZINGA.
Drying Time : In general, fast drying paints perform a lot better on ZINGA®. Fast drying paints allow less time for the solvent of the topcoat to penetrate the ZINGA® layer and consequently damage its cathodic capacities. Ideally, the paint should not have a touch dry time (20°C) of more than 1 hour, with 2-3 hours maximum.
Acid Information : If the topcoat forms acid products upon curing, this can affect the ZINGA® coating. Information on the product formation upon curing can be found in MSDS sheets.
Time for Complete Cure / Polymerization : If a paint is fully cured, it can no longer affect the ZINGA® layer. If this cure time is short, the impact on ZINGA® is also reduced, insuring better compatibility.
Sulphates in Binder and / or Solvent : ZINGA® is sensitive to sulphates. Therefore topcoats containing sulphates should be avoided.
TESTING COMPATIBILITY
If a topcoat is used directly onto ZINGA®, it is advised to always perform a small test application on a test plate. This prevents problems on a big structure and also gives the applicator the chance to get to know the product.
MIST /FULL COAT TECHNIQUE
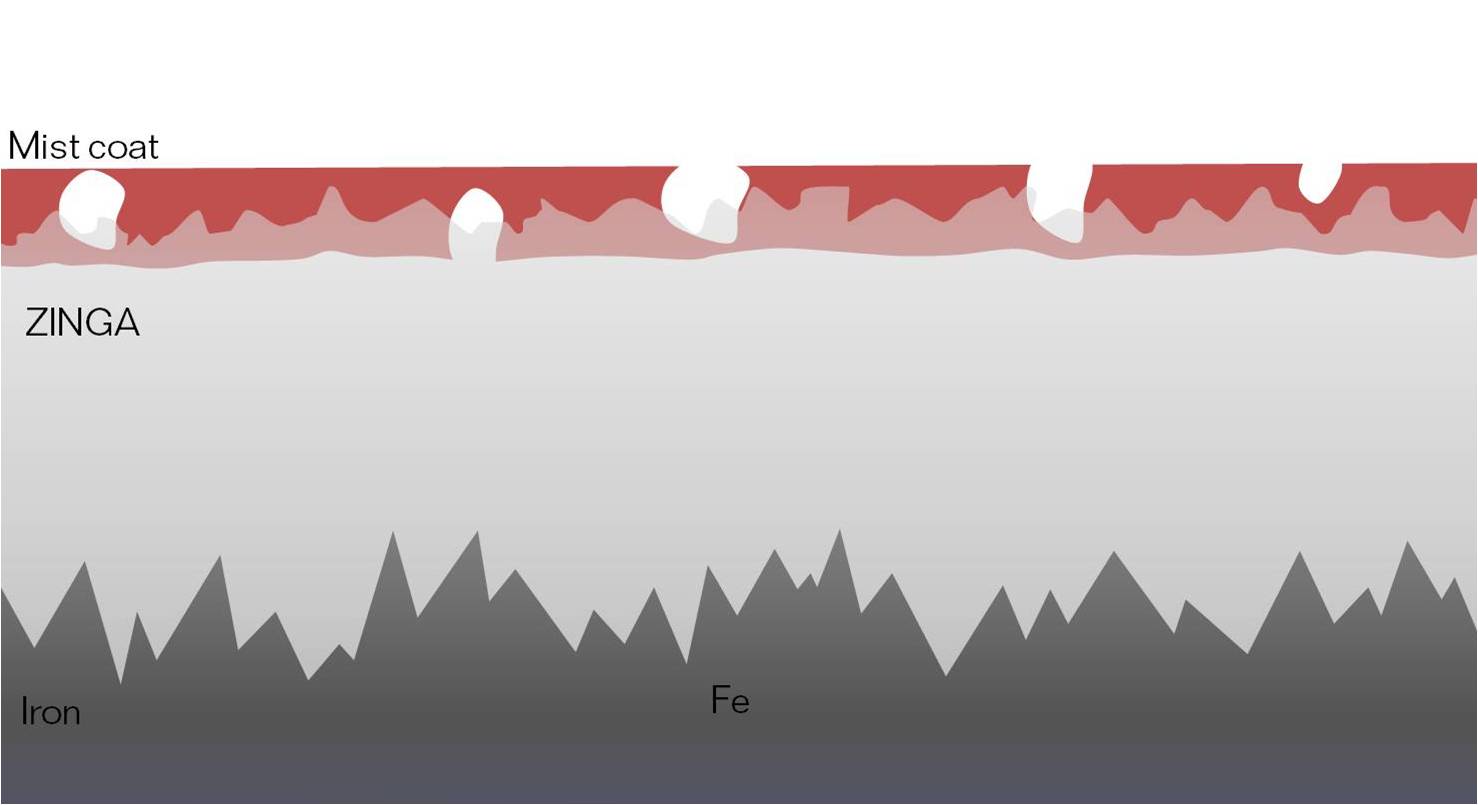
To avoid bubbling of a topcoat or sealer over ZINGA®, we advise to apply the paints using a mist/full coat technique.
A thin coat of sealer or topcoat is applied over the surface of ZINGA® before a full pass of the coating at the normal film thickness. This thin film penetrates only the surface layers of the ZINGA® and seals its surface. Also relatively porous, the mist coat presents little obstacle to the passage of air from these upper layers.
First, a thin continuous layer is applied which gives air bubbles easy passage through the film. The first mist coat also provides a barrier for aggressive solvents in the topcoat.
 |
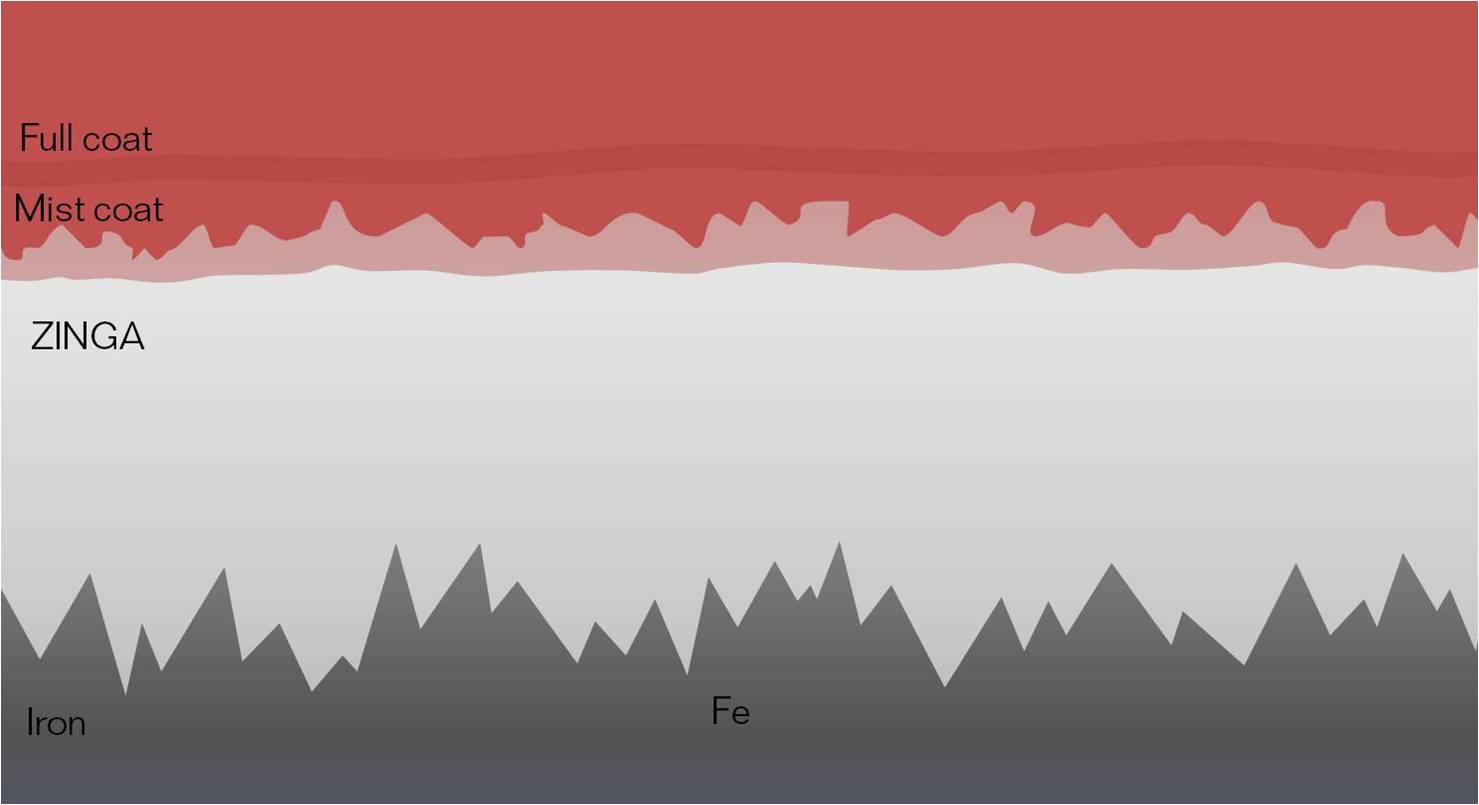 |
| Mist Coat Application at least 6 hours after ZINGA is touch-dry. 25 to 30 μm DFT (continuous layer). Normal dilution according to the technical data sheet. |
Full Coat Application at least 2 hours after the mist coat is touch-dry. Specified layer thickness minus 25 to 30 μm DFT (of mist coat). Normal dilution according to the technical data sheet. |
ZINGA Application Overview
ZINGA is a cold film galvanizing system providing superior cathodic protection with 96% zinc. Its effectiveness depends on proper surface preparation, ensuring a clean and rough metal surface for strong adhesion.
Application Process:
Why Use ZINGA?
✅ Long-lasting corrosion protection
✅ Easy to apply & cost-effective
✅ Eco-friendly & non-toxic
For high-quality ZINGA solutions in Bangladesh, contact Lamisa Limited:
📧 info@zingabd.com | 📞 +8801602-122344 | 🌐 zingabd.com