

WHAT IS ZINGA
|
WHAT IS ZINGA®?
|
|
|
ZINGA® is a one component zinc rich coating or Film
Galvanizing System containing 96%
zinc (dust) in its dry film. It is a metallic coating
and not a paint. The purity of
the zinc used, is so high that dry ZINGA does not contain any toxic elements.
ZINGA® is a unique form of corrosion protection because it
provides both Active and Passive protection
in a form that’s as easy to apply as a paint.
ZINGA® was originally invented at the University of
Ghent (UGent), Belgium, in the 1970s and
has since been used in a wide variety of projects throughout the world.
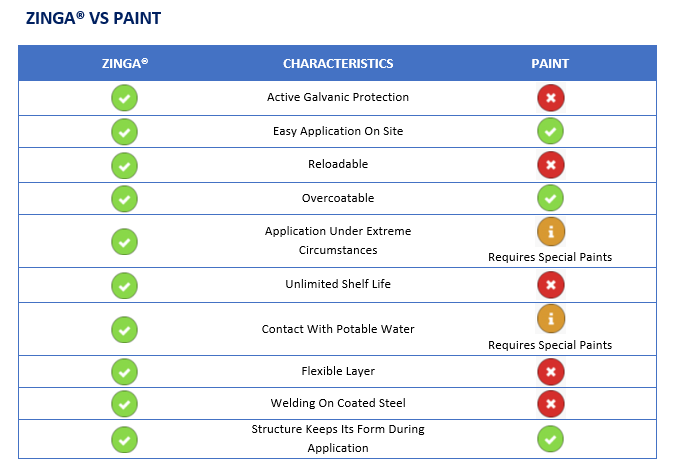
ZINGA® is an active zinc performance coating which works in
conjunction with the metal beneath, whereas paints are only passive barriers.
Regardless of how thick paints are applied, they remain as barriers. Once
they are breached, corrosion sets in immediately. Despite this significant
difference ZINGA® is
still often mistaken for a paint simply because it’s liquid and comes in a
tin. But there are other more subtle differences. For example it does not
“skin over” in the tin because ZINGA® has
an unlimited
pot-life and it doesn’t go “tacky” like a paint.
|
|
|
HOW DOES IT WORK?
|
ACTIVE ROTECTION
When two different metals come in
contact with each other in presence of an electrolyte (e.g. water), they form
a galvanic cell in which the lesser noble metal (e.g. Zn) corrodes in favor
of the more noble metal (e.g. steel). This electrochemical reaction is the
base for the complex field that is galvanic, cathodic protection, or active
protection.
Galvanic, cathodic protection, or
active protection, arises from zinc (the anode) sacrificing itself in favor
of the base metal -steel (the cathode) with the resulting flow of electrons
preventing steel corrosion. In this way the protection of the metal is
guaranteed, even when the zinc layer is slightly damaged.
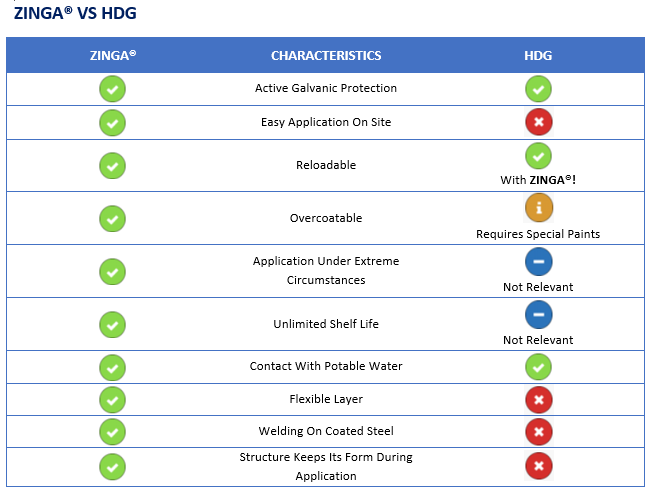
Other well-established methods of
cathodic protection include hot-dip galvanizing (HDG) and zinc thermal
spraying, both of which exhibit a constant sacrificial rate of the zinc
layer.
|
|
|
|
With ZINGA® the
sacrificial rate reduces dramatically after the zinc layer has oxidized and
the natural porosity has been filled with zinc salts. Additionally the zinc
particles within the ZINGA® layer
are protected by the organic binder without adversely affecting the
electrical conductivity. This enables ZINGA® to create nearly the same galvanic
potential between the zinc and the steel as hot dip galvanizing but with a
lower rate of zinc loss because, put simply, the binder acts as a “corrosion
inhibitor” to the zinc.
|
|
|
|
If the ZINGA® layer
is sufficiently damaged to expose the base metal below, the steel would form
a layer of surface rust but no corrosion would take place beneath it. In
other words, if the surface discoloration was removed, the steel below would
not be pitted or eroded. This is called “throw” or “throwing power” and
enables ZINGA® to
protect bare metal up to 3 - 5 mm away from where the coating ends - slightly
less than new HDG. Zinc sacrificial anodes used on the steel hulls of boats
below the waterline work on the same principle to protect metal in the
surrounding area. ZINGA® is
simply a different form of these anodes and is therefore sometimes referred
to as a liquid anode or sheet anode when used in immersed conditions.
|
|
|
|
The ability of zinc to provide
galvanic protection is a function of its mass per given area. Dry ZINGA® contains
a minimum of 96% medicinal
quality zinc by weight, the particles of which are significantly smaller and
purer than those found in normal “zinc rich” coatings. The ZINGA® particles’
small size and elliptical profile ensure maximum contact between both the
individual particles and the substrate. This greater density of active zinc
per given area combined with the good conductivity of the layer ensures that
charge flows through every millimeter that has been coated and therefore
provides excellent cathodic protection.
|
PASSIVE
PROTECTION
Passive protection, as provided
by paints and cladding, creates a “barrier” between the steel substrate
and the elements. Once this barrier is compromised, the moisture and
atmospheric salts will be able to start corroding the steel beneath the
damaged area. This corrosion will then begin to creep extensively beneath the
coating.
With ZINGA®, the
organic binder and the zinc oxide layer that forms on the surface create an
impervious barrier by blocking the zinc’s natural porosity with oxide
particles. Unlike other passive coatings, once breached, the zinc oxide layer
simply renews itself by re-oxidizing. This layer of oxides is the reason
behind the matt appearance of ZINGA® as
opposed to the shiny hot-dipped finish.
|
|
HOW IT CAN BE USED?
|
STAND
ALONE SYSTEM
ZINGA® provides comparable protection to
conventional galvanizing without the need for topcoats. Although ZINGA® is only available in grey (the
natural color if zinc), the significant advantage of this form of application
is that the ZINGA® layer can be
re-located at any point in the future with the bare minimum of preparation
and without compromising the integrity of the coating (see Re-charging of ZINGA®). ZINGA® on its own is often used, because the structure is already
on site or too big for the molten zinc baths. Additionally ZINGA® is commonly specified on
delicate structures (wrought iron gates, sculptures) or when architectural
demands require a higher standard of surface finish (no need to drill to
de-gas, fettle).
|
|
|
|
For optimal protection, ZINGA® should be
applied in two layers of 60µ or 90µ DFT each. |
AS
PREMIER IN A DUPLEX SYSTEM
Not everybody likes the color grey and
with the additional protection of a compatible topcoat, the coating
durability offered significantly increases. ZINGA® does not even have to start working actively until the
topcoat has been compromised and with no underlying corrosion creep or rust
bubbling, the topcoat itself inevitably lasts longer. |
|
|
|
In a
duplex system (Active + Passive), ZINGA® should be applied in one layer of
minimum 60µ to 80µ DFT.
For more
information and application instructions, see Overcoating ZINGA®. |
AS SHOP
PREMIER
At 30µ-40µ DFT, ZINGA® can be used as a shop premier. The bid benefit is found in
the fact that the steel structures do not require reblasting before coating
if ZINGA® is applied as a shop
premier. The steel structure can be overcoated with ZINGA® to obtain a cathodic protection or with any other paint without
the need for reblasting.
Zinganized steel structures can be
welded and bent during assembly.
|
REPAIR
FOR OWN AND DAMAGED HOT-DIP GALVANIZED OR SPRAYED STRUCTURE
This method is probably the most common
use of ZINGA® as it requires the
simplest surface preparation. ZINGA®’s
mechanism of protection is so similar to conventional galvanizing that they
work in complete unison, as they are merely different forms of zinc. Rather
than replacing galvanized assets, structures can simply have their protection
“re-charged” by applying ZINGA® to
the rough surface of the old galvanizing after appropriate decontamination of
the surface and removal of the salts. |
|
|
ON RE-BARS
Widely used in countries where the
available concrete can be of less quality, Zinganizing the steel re-bars
before assembly and immersion in concrete ensures vastly increased protection
from corrosion without reducing the pull-out strength of the bars. Recent
tests in three independent laboratories in Belgium showed that ZINGA® had at least twice the
corrosion protection of either galvanized or epoxy coated re-bars.
|
|
|
|
CHARACTERISTICS - ADVANTAGES
|
EASY TO
APPLY ON SITE
Once thoroughly mixed, ZINGA® can be applied by using a
normal paintbrush, a short-fiber roller (not for the first coat) or a
conventional or airless spray-gun.
ZINGA® can be
applied in a wide variety of weather conditions. The application surface
temperature range is from 15ᵒC to +40ᵒC where conditions allow with a maximum
humidity of 95% so long as the dew point is 3ᵒC minimum above the steel
temperature. Like all coatings the substrate surface should be free from all
types of contamination.
|
|
|
Working under ambient temperatures, ensures no
deformation of the steel structure (which can happen in the hot dip
galvanization process) or energy loss.
|
QUICK
DRYING TIME
ZINGA® has one of the fasted drying times in
the coating industry. It is touch dry in around 10 minutes at 20ᵒC (40µ DFT).
ZINGA® can be recoated with a new
layer of ZINGA® 1 hour after touch
dry (by pistol, after 2 hours by brush), and with other paints 6 to 24 hours
after touch dry.
This benefit allows fast system
applications, and consequently shorter application times, dry dock times (for
ships), less man hours and shorter close down time of structures.
Since the cost of equipment, personnel
and cost through economical loss due to nonfunctioning of the structures is
the highest of a coating project, this means ZINGA® can be an immense cost saving. |
ZINGA®
DOES NOT PEEL OFF AND IS NOT BRITTLE
ZINGA® contains so much Zinc in its dry film,
it does not form a closed film. In fact, ZINGA®
is porous. This is because the pigment volume concentration (for ZINGA® = the concentration of Zinc),
surpasses the critical pigment volume concentration of a coating.
This means that not every zinc particle
is surrounded with binder completely, therefore allowing good contact between
the zinc particles and consequently good electrical conductivity (which
ensures cathodic protection).
|
|
|
Therefore, ZINGA® is not a paint and doea not behave like a paint. When
a paint is damaged, it will cause a layer of paint to “chip off”. Also when
damaged with a hammer, a paint will suffer from the impact which causes
severe stress on the binder of the paint causing the paint to show cracks.
These cracks are the weak part of the paint through which moisture and water
can seep leaving the steel exposed to the environment and rusting occers.
ZINGA® does not act like that, it acts more like the steel below; when
impacted with a hammer, the Zinc is merely pushed away, bending along with
the steel.
Therefore, ZINGA® can also be bent with the steel to a certain extent. |
RECHARGING
One of the most decisive advantages of ZINGA® is that it can be recharged. Each new layer of ZINGA® makes the former layer liquid, so as to form a new
homogenous ZINGA® layer. There is
no risk for accumulation of layers that are different in structure, which
could cause peeling off. The surface preparation before recharging is reduced
to a minimum: you only need to remove the Zinc salts of the surface.
Depending on the age of the ZINGA®
layer, and environmental conditions, this can be performed with a water wash,
preferably by steam-cleaning at 150 bars at 80ᵒC or by sweep blasting (very
light blast). |
|
This property of recharging can be of
use if you steel have to do some drilling or welding on the surface, or if
the structures still have to be transported. In that case the first layer is
meant as a premier. It can
intercept severe damages. Afterwards the final layer of ZINGA® can be applied and local damages can be repaired. The
welding seams need to be cleaned beforehand. When there is no need to recoat
the whole structure, you can apply a small quantity of ZINGA® on the damaged spots and the whole structure is free from
rust again. Repairs will be invisible after a certain time. |
|
The following microscopic photos
demonstrate the total integration of multiple layers of ZINGA®: |
|
|
|
|
|
|
|
|
|
A
thin film of copper dust was applied on top of the first coating of ZINGA®. |
Seven days later
after second coating of ZINGA® as applied on top of the copper dust. It can
be clearly seen that the gold dust has mixed completely within the two ZINGA®
layers. |
The same test was
done with a typical “zinc-rich” paint. The copper film remains intact between
the two coats demonstrating that they remain as separate layers. |
ZINGA®
CAN BE TOPCOATED
If ZINGA®
is used as part of a duplex system i.e. it is overcoated with a compatible
paint system, the topcoat provides the initial barrier to the elements, but
the zinc oxide will still form a secondary barrier if the outermost layer is
compromised in any way. As the paint topcoat naturally begins to break down
and becomes porous over time, the ZINGA®
fills the pores from below with zinc oxides enabling the top coat to last
longer. Additionally, ZINGA® does
not even start to sacrifice itself until the topcoat has become damaged to
the point where it is exposing the bare zinc to the elements. It is because
of this that we can state that the service-life of a duplex system can be 50%
more than the sum of the individual lives of ZINGA® and the paint topcoat when added together.
|
|
|
Always strictly adhere to the appropriate
specifications provided by the topcoat manufacturers in conjunction with ZINGA®. Although ZINGA® can be easily overcoated with
a wide range of topcoats, it should be noted that when using epoxies etc.
that ZINGA® is sensitive to solvents and
all the necessary precautions should be taken to minimize its exposure to any
solvents contained in the topcoats.
|
|
The use of the “mist-coat/full-coat” technique
is vital and mandatory to prevent this from happening. For more information,
please see “mist/full coat”.
Paint manufacturers will often specify a
particular individual primer / topcoat systems, and these should always be
applied over the correct tie-coat. Topcoats to avoid using in conjunction
with ZINGA® include
all alkyd-based enamels, which must never be applied over any zinc based
coatings. This is because the zinc reacts with the alkyd and causes
saponification which allows the paint to dry but to never harden and cure.
High-build vinyls as well as acrylated and
chlorinated-rubber enamels are extremely high in solvent content, so the use
of a sealer is mandatory with these coatings.
Zingametall offers two sealers in its range,
which have both been tested with ZINGA®
according to ISO 12944: Zingalufer and Zingaceram HS.
ZINGA® is a
unique coating product. Before application of any topcoat, a small test
application should always be performed to see if any reactions occur.
|
|
FIRE
RETARDANT PROPERTIES
A ZINGA® unique
system shows fire retardant properties. Moreover, it does not spread flames
or produce toxic flames. This has been tested by two independent
laboratories.
A fire test at SGS Yarsley Technical Service
(UK) found that ZINGA® has a
class 0 surface (best ranking) in flame spread ranking. |
|
|
|
A reaction to fire test was performed at
Efectis (Netherlands) in 2013. ZINGA® showed
to propagation of the fire, no toxic smoke or droplets.
Both test results can be found in the given
certificates by the bodies / authorities to the Bvba Zingametall Sprl.
|
|
WELDS
ZINGA® is one
of the few non specialized coatings that can be welded and applied over
welds.
The welding of steel coated with ZINGA® (max.
60μ DFT) is possible without excessive zinc fumes because the heat of the
approaching weld bead burns off the organic binder well below the melting
point of zinc.
The remaining zinc dust is removed from the
weld zone by convection leaving the weld-area free from contamination. |
|
|
|
Another
big advantage is the small ‘burn back’ from Zinganized steel that is welded.
In epoxy paints, this can be tens of centimeters (to meters), with ZINGA® this burn back is limited.
ZINGA® can also be applied
on welds without the needs of any special surface preparation (cleaning and
roughening of the surface is necessary).
|
-2721-p.png)

0 Comments